The Story of Duplex Stainless Steel Wear Plate !
This challenging project began with my boss’s ambition and his strong belief that our foundry must strive for the best !
The background of this project:
This wear plate is installed in slurry pump in flue gas desulphurization system (FGD). This system is a technology used to remove sulfur dioxide (SO2) from the exhaust gases of fossil-fuel power plants and other industrial processes.
The existing wear plate is made from high chromium cast iron, known for its excellent hardness and abrasion resistance. However, in actual operation, the part wears out quickly, leading to a gradual decline in the slurry pump’s performance.
After extensive research and consultation, the customer concluded that the material should be changed from high chromium cast iron to duplex stainless steel.
Now, the pressure was shifted to our team as we have experience in casting duplex stainless steel, but they are not this large. The wear plate alone is weighted around 600 kg. And the challenge didn’t stop there. The customer also required penetrant testing (PT) to verify the casting was free from surface defects or at least within tightly controlled limits.
This project was anything but easy.
To be honest, I didn’t feel confident at the start. The scale, the material, and the quality demands pushed us far beyond our comfort zone.
Project kick off !
A couple of weeks passed after we submitted the quotation. Then, on a Friday afternoon, my admin called.
“Hey Kong! I’ve got good news and bad news,” she said cheerfully. “Which one do you want first?”
“I’ll take the bad news,” I replied.
“We got the PO from the customer.”
“Which project?” I asked, already suspecting the answer.
“The wear plate,” she said. “Looks like you’ve got a lot of work ahead.”
I paused for a moment, processing the weight of the challenge. Then I asked, “So… what’s the good news?”
She replied, “We didn’t get just one — we got four of them!”
Oh no. That wasn’t good news at all — it made me even more anxious. Suddenly, the pressure quadrupled, and all I could feel was a growing sense of concern and worry.
Now, There is no way out ! Only thing can do is facing with this challenge.
I started from planning the whole process from raw material to casting delivery.
Then started with casting design first.
Casting Design
For designing phase, I always start from solidification analysis.
Firstly, calculate the modulus of casting and also identify the casting HotSpot.
Luckily, this project is sponsored by NovaCast SEA for case-study propose.
So, we can set up the casting parameters and simulation to see what
is happening in the black box.
This result shows the solidification pattern of casting in liquid phase
From the video, we can roughly identify the HotSpot of casting location. But let look at the section view to see the clearer view.
From the simulation, the last area to solidify is now clearly visible. This is the casting hot spot and corresponds to the region with the highest modulus.

This simulation result shows the thermal modulus (Casting modulus) of wear plate.
From simulation result, the casting modulus is around 4.4 cm and located at center of the casting. This information is sufficient to roughly design to feeding system.
We have many fancy tools to help us work easier, but the fundamental is still the same.
Rule of Thumb: Modulus of feeder = 1.2 x Modulus of casting
Sleeve Selection:
I choose KALMINEX sleeve from Foseco for this project.
I design 6 of feeders with
– ND8 (knock down type) for feeder neck.
– Cylinder sleeve size Dia 200 mm. for feeder with Modulus = 5.85 cm
A bit over size but add on the safety factor.
After that, I validated my design with the simulation results to ensure
the success on the real casting.

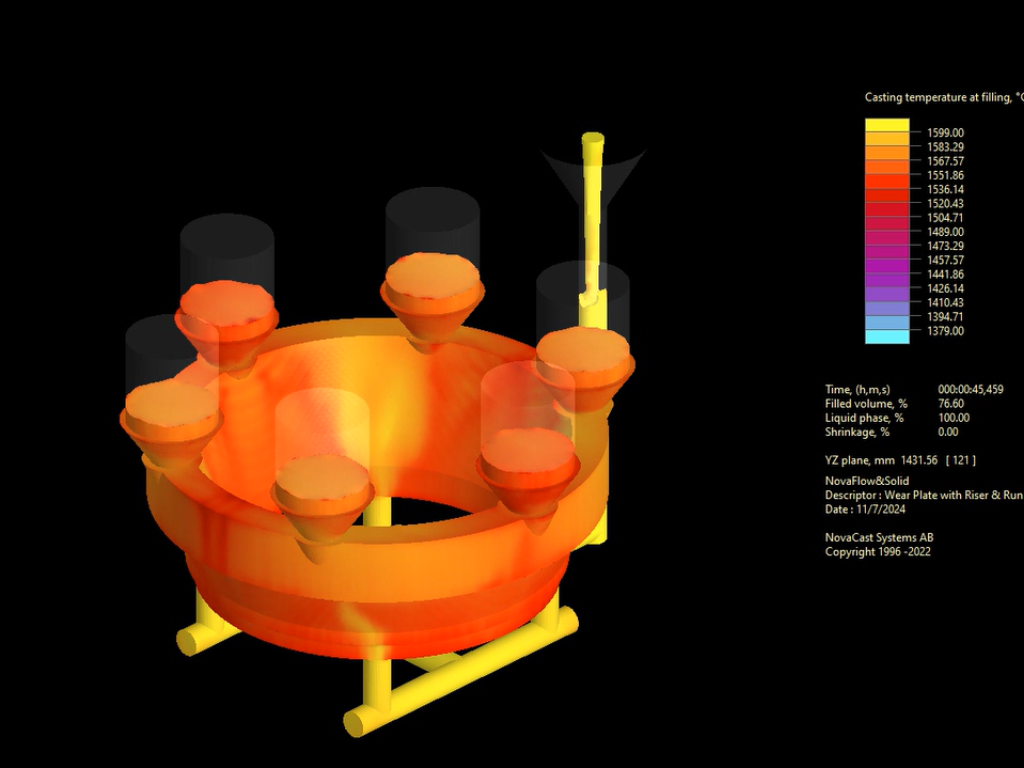
Casting set up before starting simulation.

Solidification pattern in Liquid phase simulation.
Next Step, I analyze the solidification pattern of casting. You can see the directional solidification from casting into feeder. This is the result that we want to achieve.
Therefore, my feeding system design is completed.

Shrinkage Porosity result
Next, I add on gating system so the liquid steel can flow into the sand mold.
Finally, I get the completed gating system and feeders for my wear plate.

Pattern and Mold Making

Moving on to production part, it all start from the pattern.
The pattern is made from wood as this project is low volume order.
The pattern is designed to have shrinkage allowance and also machining allowance
which will be proceeded after the heat treatment process.
The molding process also crucial for producing the good casting.
We use no-bake ester-cured alkaline phenolic (APNB) system for molding sand.
It provides good strength and free of nitrogen, sulfur and phosphorus which can harm casting quality.
The molding process is highly sensitive and requires craftsmanship from skilled molders. Just one area of loose sand can ruin the entire casting, especially for fully machined castings like this one. There’s no room for rushing. Every step must be done carefully and consciously.
Once the molding process is complete, the pattern is removed and the sand mold is carefully cleaned using compressed air to eliminate any loose sand grains and debris.
The next step is coating: the mold is coated with zircon to help prevent casting defects such as metal penetration and sand erosion.
Finally, my team assemble the mold and prepare for melting and pouring process.
Melting and Pouring Process

The melting process may seem simple, but it requires extra care. This type of material is highly sensitive to gas-related defects, so it must be processed quickly. Prolonged holding or melting time can significantly affect the casting’s soundness.
Once the target temperature is reached, deoxidizer is then added to the ladle and the molten steel is tapped into a preheated ladle. From this point on, time is critical.
We need to pour the metal into the sand mold smoothly and continuously. The sprue must stay full, and the pouring must not be interrupted to ensure a sound casting.
After shaking out, the gating system and feeders were removed from the casting.
Heat Treatment Process
After the casting is cooled and cleaned, heat treatment is performed to achieve the required mechanical properties and corrosion resistance specified in ASTM A890 Grade 4A.
Grade 4A is a duplex stainless steel, containing a balanced microstructure of austenite and ferrite. To preserve this structure and prevent the formation of harmful phases like sigma or carbides, solution annealing is essential.
The casting is heated to a temperature range of 1040–1150°C . Once it reaches the target temperature, it is held for a time suitable to ensure full homogenization and dissolution of alloying elements. Then, it is rapidly cooled by water quenching to lock in the desired duplex structure and avoid phase transformation during slow cooling.
Machining Process

The final step in production is machining. The casting undergoes turning, drilling, and tapping operations. One of the key challenges is the material’s high toughness, its yield strength is nearly twice that of austenitic stainless steel. To overcome this, we selected a rigid turning machine and used appropriate cutting inserts. In the end, the machining results met our expectations.
Nondestructive Testing (NDT) and Final Inspection

After machining, the casting proceeds to nondestructive testing to ensure it meets customer specifications. Since this component is fully machined and intended for critical service, surface integrity is paramount.
We performed Liquid Penetrant Testing (PT to detect any surface-breaking defects such as cracks, porosity, or inclusions. The results were satisfactory. no surface defects were detected in critical areas.
In addition to PT, we conducted dimensional inspection to verify that all machined surfaces were within tolerance.
Finally, the visual inspection was carried out to confirm surface finish quality, completeness of machining, and cleanliness of the part.
With all inspection steps passed, the casting was approved for packing and delivery.

This project was more than just delivering a casting. It was a test of our capabilities, teamwork, and commitment to excellence. From design to final inspection, every challenge pushed us to improve our process, deepen our knowledge, and grow as a team. Successfully producing this large, fully machined duplex stainless steel component not only met our customer’s expectations but also reinforced our confidence to take on even more complex and demanding projects in the future.